インサート成形
目次
続きを読む
インサート成形は、金型内に金属のネジや端子などのインサート部品をセットし、その周囲に樹脂を充填することで一体化させる射出成形の一種です。自動車部品や精密コネクタといった幅広い製品に活用されており、金属以外の素材にも対応可能な汎用性の高い成形方法として知られています。
本記事では、インサート成形の基本的な仕組みや成形の流れ、使用される素材の種類、メリット・デメリットに加え、実務で起こりやすい課題や失敗事例についても詳しく解説します。
インサート成形とは
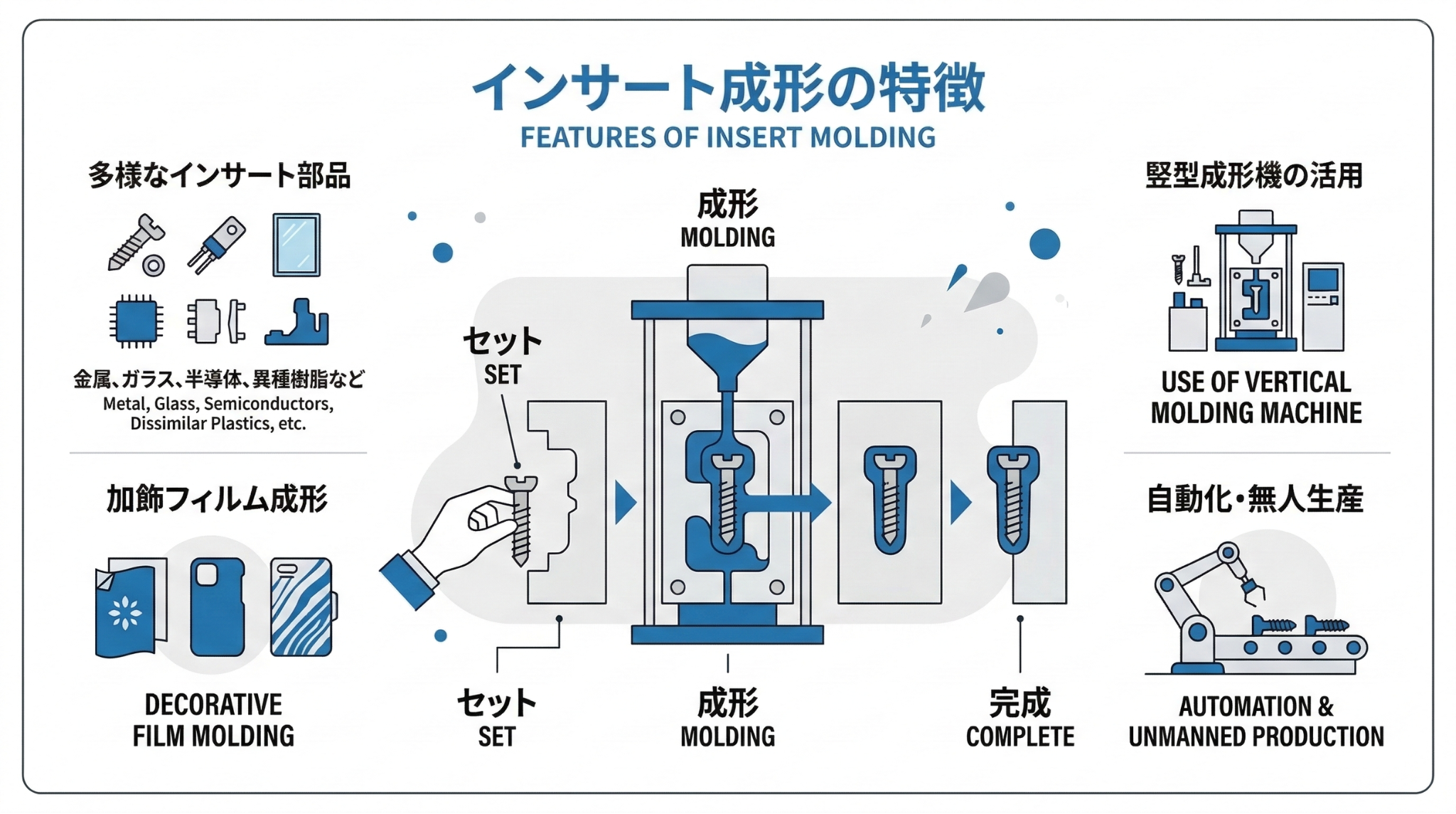
インサート成形とは、開いた状態の金型にあらかじめ金属のネジや端子などの部品(インサート部品)をセットし、金型を閉じてから溶融した樹脂を流し込むことで、部品と樹脂が一体になった製品を成形する方法です。
インサート部品には金属素材だけでなく、ガラスや半導体部品、異種のプラスチック部品など様々な材料を使用できます。また、デザイン性を付与する手法として、金型内部に加飾フィルムをセットしてから樹脂を流し込むフィルムインサート成形にも対応しています。
金型内へのインサート部品のセットが必要なことから、主に竪型成形機が使用されるのも特徴です。部品の形状によっては専用の挿入機や自動化装置を活用した無人生産も可能となっています。
インサート成形の流れ
インサート成形は、大きく4つの工程で進みます。通常の射出成形と異なるのは、最初に金型内へインサート部品を配置する工程が加わる点です。
1
インサート部品の
配置
配置
2
型締め
3
樹脂の射出・
充填
充填
4
冷却・型開き・
取出し
取出し
①インサート部品の配置
金型が開いた状態で、ネジ・端子・板金などのインサート部品を所定の位置にセットします。少量生産では手作業、大量生産ではパーツフィーダーやロボットによる自動化が一般的です。成形中に部品が動いたり落下したりしないよう、金型内での正確な位置決めと固定が極めて重要です。
②型締め
インサート部品の配置が完了したら、金型を閉じます。ここからは通常の射出成形と同様の流れになります。
③樹脂の射出・充填
溶融した樹脂を金型内に射出し、インサート部品の周囲に充填します。樹脂がインサート部品を包み込むように流れ、冷却されることで部品と樹脂が一体化します。
④冷却・型開き・取出し
樹脂が固化した後に金型を開き、完成品を取り出します。インサート成形では、取り出した時点でインサート部品と樹脂が一体化しているため、後工程での組付け作業が不要になります。
インサート成形が
向いている製品・用途
インサート成形は、金属などのインサート部品と樹脂を一体化させることで、高い強度と精密な寸法精度を実現する成形技術です。以下のような製品分野で広く活用されています。
自動車部品
エンジン周辺部品やセンサーハウジングなど、耐熱性や機械的強度が求められる部品に多く採用されています。金属端子と樹脂の一体成形により、振動や高温環境下でも信頼性を維持できます。
電子部品・コネクタ
金属端子やピンを樹脂で封止する精密コネクタの製造に適しています。高い寸法精度が求められる電子部品の分野では、金型での位置決めにより安定した品質を確保できます。
医療機器
手術用具や診断機器の構成部品など、高精度かつ高信頼性が必要な部品に採用されています。金属とプラスチックの一体化により、部品点数の削減と品質の安定化を図れます。
家電・操作パネル
家電製品の操作パネルや構造部材にも使われています。フィルムインサート成形を活用することで、意匠性と機能性を両立した製品の製造も可能です。
インサート部品に
使われる素材
インサート成形では、用途に応じて様々な素材がインサート部品として使用されます。
| 素材 | 主な用途・特徴 |
|---|---|
| 金属(ネジ・端子・板金など) | 最も一般的な素材。締結部の強度確保やコネクタの端子部に使用。鉄やステンレス、真鍮、アルミニウムなど |
| 樹脂(異種プラスチック) | 1次成形品をインサートして2次成形する「インサート2色成形」に使用。異なる樹脂の組み合わせで機能を付加 |
| フィルム | 印刷や塗装を施したフィルムをインサートするフィルムインサート成形。表面加飾や耐久性向上に活用 |
| ガラス・セラミック・基板 | 光学部品や電子基板の封止など、特殊用途に対応。接着・接合の難易度が高い素材も含まれる |
| ゴム(シリコンゴムなど) | 防水・防振・密閉性が求められる部品に使用。樹脂や金属との一体成形には高い接着技術が必要 |
インサート成形のメリット
後工程の組立が不要になり、工数・コストを削減できる
インサート成形の最大のメリットは、インサート部品と樹脂の一体成形により後工程の組立が不要になることです。接着や圧入といった二次加工を省略できるため、人件費やリードタイムを大幅に削減できます。大量生産においては、トータルの生産効率が大きく向上します。
接着強度が高く、部品が外れにくい
溶融した樹脂がインサート部品の表面に流れ込んで固化するため、後から圧入や接着剤で固定するアウトサートと比較して接着強度が高くなります。特に振動や衝撃が頻繁に発生する環境で使用される製品にとって、この特性は重要です。
寸法精度が安定し、品質のばらつきを抑えられる
金型へのインサート部品の装着位置が正確に決まっているため、作業者の技量によるばらつきが起こりにくく、高い精度と品質の安定性が実現できます。ICタグなどの封止も確実に行えます。
インサート成形のデメリット
熱膨張差によるクラック・ウェルドラインの発生
インサート成形のデメリットとして、異なる素材の熱膨張率の違いによりひび割れ(クラック)や模様(ウェルドライン)が発生する可能性がある点が挙げられます。特に、金属と樹脂、ゴムと樹脂のように膨張率の差が大きい組み合わせでは注意が必要です。
インサート部品の位置決め精度が求められる
金型内のインサート部品の位置決めが正確でなかった場合、成形品の精度が低下する恐れがあります。部品形状や素材によっては、専用の治具や固定機構の設計が不可欠です。
初期投資が高額になりやすい
特殊な金型や装置が必要となることから、初期投資が高額になりやすいのもデメリットです。また、自動化のためにパーツフィーダーやロボットを導入する場合は、さらにコストが増加します。小ロットの生産には向きにくい工法と言えます。
インサート成形で
起こりやすい課題と失敗例
前述のデメリットに加えて、インサート成形の実務では以下のような課題が発生しやすく、特に異素材の組み合わせが複雑になるほど難易度が上がる傾向にあります。量産段階でのトラブルを防ぐためには、材料選定と設計段階からの対策が重要です。
インサート成形の現場でよくある課題
- 異素材間の剥離・接着不良:金属やガラスなどと樹脂の界面で剥離が発生するケースは少なくありません。特にシリコンゴムは表面エネルギーが低く、樹脂との接着が難しい素材の代表格です。
- 熱膨張差による変形・割れ:成形後の冷却時に素材間の収縮差が応力を生み、クラックや反りが発生します。金属とゴム、ゴムと樹脂の組み合わせでは、とりわけリスクが高まります。
- ゴム×樹脂の一体化の壁:ゴムのインサート成形では、ゴムと樹脂の接着が業界的にも高難度とされています。中でもシリコンゴムとポリプロピレン(PP)樹脂の一体化は一般的な接着技術では対応困難とされ、実現できるメーカーは限られています。
- 量産時の品質ばらつき:試作段階で問題がなくても、量産に移行すると工程間のばらつきや環境条件の変動により不良率が上昇するケースがあります。材料配合・金型設計・成形条件の最適化を横断的に管理できる体制が求められます。
こうした課題を解決するには、材料の特性を深く理解した上での配合設計や、独自の接着・接合技術、そして設計から量産まで一貫して管理できる生産体制が鍵となります。
ゴムのインサート成形で「接着が安定しない」「異素材の一体化が難しい」とお感じの方へ ── 以下では、異素材一体成形の課題解決に強みを持つゴム成形メーカーをご紹介します。
【PR】
異素材一体成形の課題を技術力で解決する「サンアロー」

引用元:サンアロー公式HP
(https://www.sunarrow.co.jp/)
(https://www.sunarrow.co.jp/)
配合×接着×一貫生産で、異素材一体成形の品質を引き上げる。
サンアローは、シリコンゴムや特殊配合ゴムを用いた異素材一体成形を得意とするゴム成形メーカーです。前述したインサート成形の課題 ──「接着不良」「異素材間の剥離」「量産時の品質ばらつき」──に対して、独自の技術と一貫生産体制で応えます。
強み 01
独自の接着技術による高精度な異素材成形
サンアローは、シリコンゴムと樹脂の接着技術をはじめ、金属・ガラス・基板などの異素材との接着・接合を得意としています。中でも一般的に接着が難しいとされるシリコンゴムとポリプロピレン樹脂の一体部品化に成功するなど、業界的にも高難度な異素材一体成形を実現できる技術力を有しています。
強み 02
設計段階からの解析で、量産時の不良を先回り防止
製品・金型・治工具の設計を内製化しており、製造の後工程まで考慮した細やかな設計を強みとしています。解析機器を活用した事前検証によって、量産時に発生が予想される課題を設計段階で潰し込むことで、手戻りの低減と品質安定に貢献します。
強み 03
設計から品質管理まで一貫した生産体制
設計から成形、加飾、品質管理までの全工程を自社で対応する一貫生産体制を確立。評価・分析設備も自社で保有しており、環境試験や信頼性試験を社内で迅速に実施できるため、開発から量産までのスピードと品質の両立を実現しています。
サンアローが向いている
業態・ユーザー
サンアローは、シリコンゴムや特殊配合ゴムを用いた機能部品・意匠部品を開発したいメーカーに向いています。特に以下のようなニーズを持つ企業に適しています。
・樹脂・金属・ガラス・基板などとゴムの一体化(接着・接合)を前提とする製品の開発
・部品点数削減、組立工数削減、密閉性向上などを目指す設計・開発部門
・導電ゴムやゴムスイッチ(導電ピル、金接点、導電印刷、クリック構造)を扱う家電・電子機器メーカー
・加飾工程まで含めて完結させたい、意匠と機能を両立した製品を短リードタイムで立ち上げたい企業
サンアローの設計支援・
品質保証体制
サンアローは、製品・金型・治工具の設計を内製化し、解析機器を用いた事前検証によって量産時に起こり得る課題を開発段階で解決する体制を整えています。設計から成形・加飾・品質管理まで自社で一貫して担うことで、工程間の情報連携が取りやすく、品質のばらつき抑制や改善サイクルの高速化が期待できます。
また、評価・分析設備を保有しているため、環境試験・信頼性試験などを社内で迅速に実施可能。異素材一体成形や特殊配合ゴムなど仕様難易度の高い案件においても、材料配合・接着技術・評価の三位一体で検証を進められるため、特殊仕様にも柔軟に対応できる開発パートナーとして活用しやすい企業です。
サンアローが対応可能な
成形技術・ゴム素材
| 成形技術 | インサート成形、トランスファー成形、コンプレッション成形 |
|---|---|
| ゴム素材 | シリコンゴム、導電ゴム、オイルブリードゴム、FKM(フッ素ゴム)、ACM(アクリルゴム)、特殊導電配合ゴム(自社配合) |
インサート成形と
他の工法との比較
インサート成形を検討する際には、アウトサートや2色成形との違いを理解しておくことも重要です。それぞれの工法には異なる長所・短所があり、製品の仕様や生産数に応じた最適な選択が求められます。
| インサート成形 | アウトサート | 2色成形 | |
|---|---|---|---|
| 概要 | 金型内に部品をセットし、樹脂を射出して一体化 | 成形後に金属部品を圧入・溶着で後付け | 2種類の樹脂を1サイクルで一体成形 |
| 素材の組み合わせ | 金属・ガラス・ゴム・樹脂など幅広い | 主に金属と樹脂 | 樹脂同士のみ(材料に制限あり) |
| 接着強度 | 高い | やや低い | 高い |
| 初期コスト | やや高い(金型・自動化設備) | 比較的安い | 高い(専用成形機・複雑な金型) |
| 向いている生産量 | 中〜大量生産 | 小〜中量生産 | 大量生産 |
ゴムのインサート成形に関してよくある質問
Q.ゴムと金属のインサート成形で剥離を防ぐには?
A.ゴムと金属を一体化するには、材料の組み合わせに応じた下地処理(プライマー処理など)と、適切な加硫条件の設定が重要です。接着強度を確保するためには、用途や使用環境を踏まえた設計段階からの検討が欠かせません。
Q.シリコンゴムと樹脂の一体成形は可能ですか?
A.可能ですが、シリコンゴムは表面エネルギーが低く樹脂との接着が難しい素材です。対応可能なメーカーは限られますが、独自の接着技術を持つ企業であれば、シリコンゴムとPP樹脂の一体化など高難度な組み合わせにも対応できます。
Q.インサート部品の位置ズレは防げますか?
A.位置ズレの防止には、金型内での保持設計や治具精度の確保が欠かせません。部品形状によっては自動挿入機の活用も有効です。設計段階で位置決め構造を組み込むことが品質安定の鍵となります。
Q.インサート成形で組立工程はどの程度減らせますか?
A.部品を一体化して成形できるため、接着や組立などの後工程を大幅に削減可能です。工程数の圧縮により品質の安定や生産性向上にもつながり、特に大量生産品ではコストメリットが大きくなります。
Q.小ロットでもインサート成形は対応できますか?
A.対応自体は可能ですが、金型や段取りの負担によりコストが上がる場合があります。小ロットの場合はアウトサートの方が適しているケースもあるため、数量や要求仕様に応じた工法選定が重要です。
Q.インサート成形と2色成形はどう使い分ければよいですか?
A.2色成形は樹脂同士の組み合わせに特化し、1サイクルで一体成形できるため大量生産に向いています。一方、インサート成形は金属やゴムなど樹脂以外の素材とも一体化できるため、素材の選択肢が広いのが特徴です。製品に求められる素材・強度・生産量を踏まえて使い分けるのが望ましいでしょう。
部品別シリコンゴム成形メーカー
3選
3選
シリコンゴム成形メーカーをお探しの企業に向けて、作りたい部品別におすすめのメーカーをご紹介します。
各社で対応技術や得意とする部品が異なるため、自社で作りたい部品にあったメーカーを選ぶ参考にしてください。
異素材と一体化した
部品なら

部品なら
サンアロー株式会社
例えば、こんな部品に
- キーパッド
- スイッチカバー
- 樹脂/金属一体パッキン
おすすめな理由
- ポリプロピレン樹脂等、接着が困難な異素材同士の接合が可能で設計自由度が高い
- 基盤やICタグも一体成形できる独自の封止技術で品質を維持
※参照元:サンアロー公式HP(https://www.sunarrow.co.jp/technology/rubbermolding/)
平面形状の
部品なら

部品なら
桜シール株式会社
例えば、こんな部品に
- Oリング
- パッキン
- オイルシール
おすすめな理由
- 平面形状部品として主要なOリング、パッキン、ガスケット等の規格シール製品を専門に取り扱い
- 常備20,000種類以上(※2025年1月30日調査時点)の在庫を即納販売
※参照元:桜シール公式HP(https://www.sakura-seal.co.jp/)
複雑な形状をした
部品なら

部品なら
ホッティーポリマー
株式会社
株式会社
例えば、こんな部品に
- 医療部品
- カスタム設計が求められる試作品
おすすめな理由
- 液状シリコーンの使用で、内部構造まで自由な形状設計を実現
- 特許取得の独自技術「架橋接合®」により、複雑な形状の製作が可能
※参照元:ホッティーポリマー公式HP(https://www.hotty.co.jp/3d_service/consignment/)
