コンプレッション成形
目次
続きを読む
コンプレッション成形(Compression Molding)は、ゴム材料を金型内に直接配置し、熱と圧力を加えて成形する方法で、ゴム成形において最も基本的かつ歴史のある成形技術の一つです。設備構造や工程がシンプルで、ゴム本来の物性を活かした製品づくりが可能なことから、自動車部品や工業用部品を中心に現在でも幅広い分野で採用されています。
射出成形やトランスファー成形と比較すると量産性や形状自由度では劣るものの、初期投資を抑えながら安定した品質を確保できる点が評価され、試作・小ロット生産から量産まで柔軟に対応できる成形方法です。ここでは、コンプレッション成形の特徴をはじめ、向いている製品、製造時のメリット・デメリット、他成形方法との使い分けまで詳しく解説していきます。
コンプレッション成形の特徴
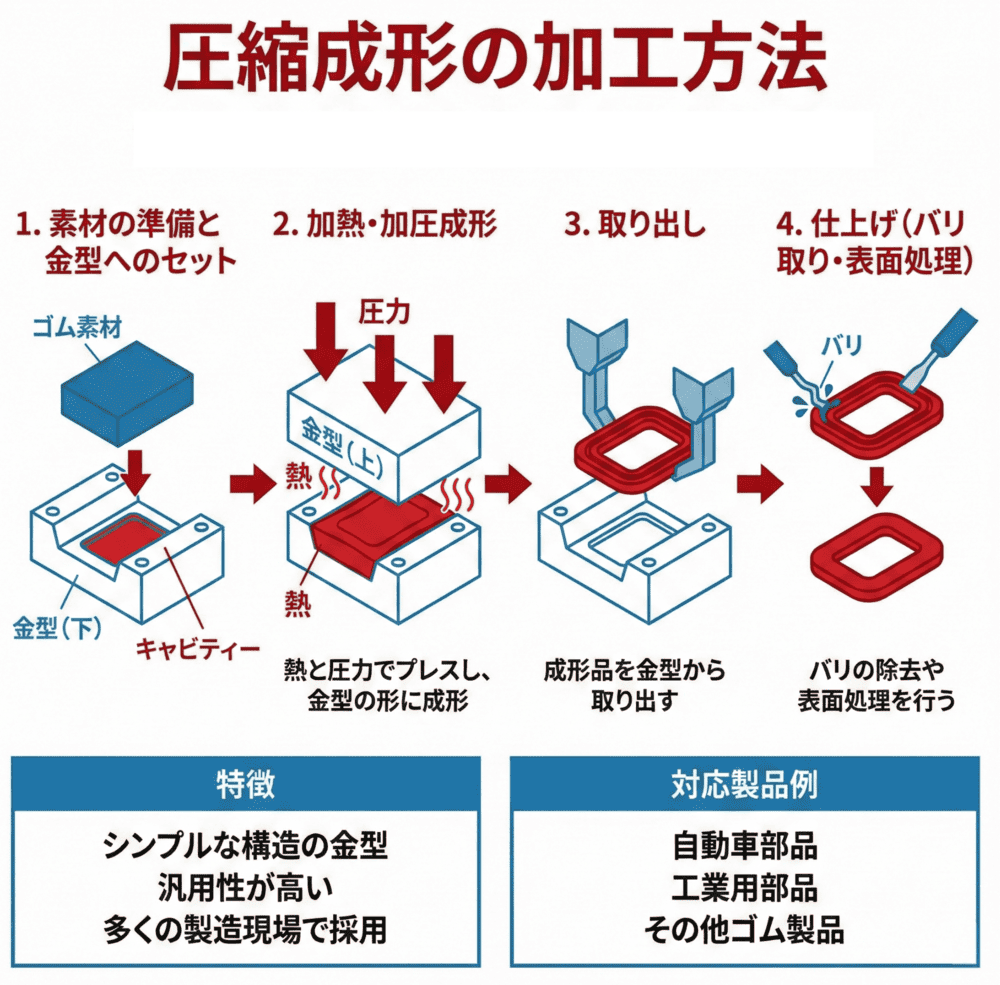
コンプレッション成形は、あらかじめ計量したゴム材料を金型のキャビティ内に直接セットし、上下の金型で圧縮しながら加熱・加硫することで製品を成形する方法です。ゴム材料は圧力によって金型内部に広がり、加硫反応によって所定の形状と物性を得ます。
基本工程は「材料投入 → 型締め → 加熱・加圧(加硫) → 型開き → 製品取り出し」という非常にシンプルな流れで構成されており、射出装置などの複雑な機構を必要としません。そのため、設備導入のハードルが低く、成形条件の管理もしやすい点が特徴です。
使用される金型も2枚型や3枚型など構造が比較的単純で、金型製作費を抑えやすいことから、設計変更が発生しやすい製品や試作段階の部品にも向いています。また、ゴム材料が直接金型内で加硫されるため、流動距離が短く、ゴム本来の物性を安定して引き出しやすい成形方法と言えます。
コンプレッション成形が向いている製品
コンプレッション成形は、比較的肉厚があり、形状が単純な製品に適した成形方法です。特に、寸法精度よりも耐久性や物性の安定性が重視される製品に多く採用されています。
自動車分野では、防振ゴム、エンジン周辺のシール材、ガスケット、マウント部品などに使用されます。これらの部品は高温・高荷重環境で使用されることが多く、加硫条件を安定させやすいコンプレッション成形との相性が良いとされています。
工業用途では、Oリング、パッキン、ゴムブッシュ、工業用カバー類など、機械的強度や耐久性が求められる部品が主な対象となります。また、絶縁性が必要な電気部品や、耐油性・耐薬品性が求められる部品にも対応可能です。
シリコンゴム成形に
おすすめのメーカー3選
おすすめのメーカー3選
コンプレッション成形は、製品形状を金型で再現できるものであれば幅広く対応可能ですが、薄肉形状や複雑な内部構造を持つ製品については、他の成形方法との比較検討が必要となります。
本サイトではシリコンゴムの成形を検討中の企業向けに、「複合部品」「平面形状」「複雑形状」の部品別におすすめのメーカーをご紹介。高品質へと導く成形技術の特長もまとめて掲載していますので、ぜひ参考にしてください。
コンプレッション成形のメリット
コンプレッション成形の最大のメリットは、金型構造がシンプルで、金型製作費や設備投資を抑えられる点です。射出成形やトランスファー成形と比較して初期費用が低く、試作や小ロット生産にも柔軟に対応できます。
また、ゴム材料を直接金型に配置するため材料ロスが少なく、ゴム本来の物性(耐熱性・耐久性・反発弾性など)を安定して発現させやすい点も評価されています。特に高耐久が求められる部品では、品質面でのメリットが大きい成形方法です。
設備構成が比較的簡易であるため、成形条件の調整やメンテナンスがしやすく、製造現場への導入や運用が容易な点も利点と言えるでしょう。
コンプレッション成形のデメリット
一方で、コンプレッション成形には注意すべき点も存在します。成形時にゴム材料が金型外へはみ出しやすく、バリ処理などの後工程が必要となる点が代表的なデメリットです。
また、材料の配置量や位置、加圧条件が不適切な場合、内部に空気が残ることでボイドや寸法ばらつきが発生する可能性があります。そのため、品質を安定させるには、作業者の経験や成形条件の最適化が重要となります。
さらに、薄肉製品や複雑形状には不向きであり、高精度・大量生産が求められる製品では、射出成形やトランスファー成形が選択されるケースも多く見られます。
他の成形方法との使い分けポイント
射出成形と比較した場合、コンプレッション成形は量産性や形状自由度では劣るものの、初期コストの低さと物性安定性に優れています。そのため、少量生産や試作、耐久性重視の製品に適しています。
トランスファー成形と比較すると、設備が簡易である反面、バリ処理や品質ばらつきの管理が重要となります。製品の数量、形状、要求精度を踏まえ、最適な成形方法を選択することが重要です。
よくある質問
コンプレッション成形と他の成形方法の違いを教えてくれますか?
コンプレッション成形は、金型にゴムを直接セットし、熱と圧力で加硫・成形する最もシンプルな方法です。射出成形よりも金型費を抑えやすく、導入しやすい点が特長です。一方で、サイクルタイムが長く、大量生産にはあまり向いていないため、小ロット・多品種生産に適した工法です。
金型費を抑えて、ゴム部品の試作や少量生産はできますか?
コンプレッション成形は金型構造がシンプルなため、他の成形方法に比べて金型製作費を抑えやすい工法です。試作や少量生産はもちろん、色違い・材質違いの比較検証にも柔軟に対応できます。
成形後に発生するバリを減らす方法はありますか?
バリは、エアやガスを排出するために構造上どうしても発生します。金型に「喰い切り溝」や「オーバーフロー溝」を設けることで、バリを薄くし、除去しやすい状態に制御できます。また、材料量を適正に管理することも重要です。
寸法精度を安定させて、品質のばらつきを抑えることはできますか?
寸法の安定性は、金型温度・圧力・材料重量の管理精度によって大きく左右されます。成形条件を標準化し、材料の前処理(計量・プリフォーム加工)を徹底することが基本的な対策です。より高い精度が求められる場合は、トランスファー成形や射出成形を検討する方法もあります。
コンプレッション成形には、どのようなゴム材料を使用できますか?
熱硬化性のゴムであれば、多くの材料に対応できます。たとえば、NBR(耐油性)、EPDM(耐候性)、シリコンゴム(耐熱性・食品対応)、フッ素ゴム(高温耐油性)、CR(汎用)などがあります。使用環境に合わせて適切な材質を選定することが、品質確保の重要なポイントです。
部品別シリコンゴム成形メーカー
3選
3選
シリコンゴム成形メーカーをお探しの企業に向けて、作りたい部品別におすすめのメーカーをご紹介します。
各社で対応技術や得意とする部品が異なるため、自社で作りたい部品にあったメーカーを選ぶ参考にしてください。
異素材と一体化した
部品なら

部品なら
サンアロー株式会社
例えば、こんな部品に
- キーパッド
- スイッチカバー
- 樹脂/金属一体パッキン
おすすめな理由
- ポリプロピレン樹脂等、接着が困難な異素材同士の接合が可能で設計自由度が高い
- 基盤やICタグも一体成形できる独自の封止技術で品質を維持
※参照元:サンアロー公式HP(https://www.sunarrow.co.jp/technology/rubbermolding/)
平面形状の
部品なら

部品なら
桜シール株式会社
例えば、こんな部品に
- Oリング
- パッキン
- オイルシール
おすすめな理由
- 平面形状部品として主要なOリング、パッキン、ガスケット等の規格シール製品を専門に取り扱い
- 常備20,000種類以上(※2025年1月30日調査時点)の在庫を即納販売
※参照元:桜シール公式HP(https://www.sakura-seal.co.jp/)
複雑な形状をした
部品なら

部品なら
ホッティーポリマー
株式会社
株式会社
例えば、こんな部品に
- 医療部品
- カスタム設計が求められる試作品
おすすめな理由
- 液状シリコーンの使用で、内部構造まで自由な形状設計を実現
- 特許取得の独自技術「架橋接合®」により、複雑な形状の製作が可能
※参照元:ホッティーポリマー公式HP(https://www.hotty.co.jp/3d_service/consignment/)
